
Advantages and limitations of laser welding: Is it high?
advantages and limitations of laser welding: is it strong?
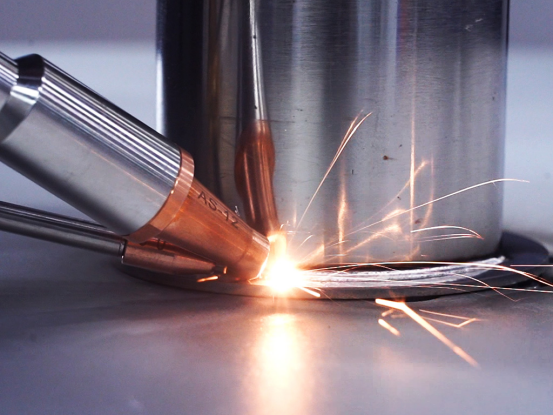
in the welding industry, laser welding is considered a powerful and complex joining process. it utilizes a highly concentrated beam of light known as a laser. on the target surface of the material, the laser beam generates intense heat at the point of contact and causes the material to melt and form a strong bond as it cools and solidifies.
laser welding has both advantages and disadvantages. laser welding is more powerful compared to other welding processes like mig or tig. today, we’ll learn about laser welding, its benefits and limitations, availability, and more. we will also compare laser welding to several welding methods in this article.
so, let’s dive into the world of laser welding.
what is laser welding?
laser welding is a welding method that uses a high-heat, focused laser beam to melt the surface of a metal. the molten parts are then joined and solidified after cooling. like any other laser machine, laser welding machines also utilize some specific elements of lasers, including solid-state lasers, gas lasers (co2 lasers), and diode lasers.
high-quality welds, minimal distortion and heated zones make it ideal for a variety of welding projects.
other welding processes include gas metal arc welding (gmaw/mig), gas tungsten arc welding (gtaw/tig), shielded metal arc welding (stick), flux cored arc welding, submerged arc welding, resistance spot welding and electronic welding. beam welding.
among them, laser welding is the most practical and widely used welding method.

how do we operate?
laser welding uses a highly concentrated laser beam to heat a metal surface so that it melts. after connecting the pieces, let them cool until solid.
user information is given step by step below.
1. beam generation: the welding process begins with the generation of a high-power laser beam. different types of lasers such as solid-state lasers, gas lasers such as co2 lasers or diode lasers can be used depending on the application requirements.
2. beam focusing: mirrors and lenses are then used to guide the laser beam to the focus point. effective heating and melting of materials depends largely on the accuracy of focus and temperature.
3. material preparation: before starting the welding process, material preparation must be carried out. this includes cleaning, clamping and surface preparation.
4. welding process: focus the laser beam on the surface of the processed material. under the concentrated heat of the laser, the guide points on the surface of the material melt.
5. welding formation: molten materials fuse and form a strong joint. to increase joint strength and fill gaps, additional filters can be used.
6. cooling and solidification: after welding is completed, the molten material quickly cools and solidifies, forming a strong bond between the joined surfaces. to minimize deformation, proper cooling control is important.
7. post-weld inspection: check the welding quality and integrity. depending on the condition of the welding surface, additional finishing processes such as grinding, polishing or coating may be required.
is laser welding strong?
yes, laser welding is considered a powerful and reliable welding technology. here’s why laser welding is a powerful welding process.
• precision and control
consistent welding results and material properties can be maintained through precise control of welding parameters such as power, speed and focus. this creates a strong welded joint.
• minimum heat affected zone (haz)
concentrating the beam minimizes the heat affected zone. this reduces thermal distortion, residual stress and material weakening. therefore, the mechanical properties of welded joints are usually better than those of other welding methods
• deep penetration
laser welding can achieve high aspect ratio deep penetration welding. as a result, welding of thick materials becomes easier. it enhances the structural integrity of the joint.
• high energy density
high energy density ensures efficient melting and fusion of materials. this creates a strong metallurgical bond. this high energy density also enables welding of steel and non-ferrous alloys.
• non-contact process
laser welding is a non-contact welding method that minimizes physical deformation and contamination of the welded material.
pros and cons
laser welding is a versatile and practical process suitable for a variety of welding jobs. however, laser welding sometimes does not provide the necessary output compared to other welding methods. let’s look at the pros and cons of laser welding side by side.
advantage | shortcoming |
enables high-precision and controlled welding, ideal for complex and delicate components | compared with traditional welding methods, the initial investment in laser welding equipment is relatively high |
can weld a variety of materials including metals, plastics and dissimilar materials | may not work with very thick materials or materials with highly reflective surfaces that can reflect or scatter the laser beam |
reduce thermal deformation and material damage, maintaining the mechanical properties of surrounding materials | the line-of-sight characteristics of the laser beam limit its use in welded joints that are difficult to access or have complex geometries |
ability to weld at high speeds, increasing productivity and reducing manufacturing time | |
strong welds in thick materials and high aspect ratios typically achieved in one weld | |
easily integrate into automated manufacturing systems to increase efficiency and consistency |
how to overcome the limitations of laser welding!
if used correctly, laser welding can bring huge opportunities. yes, it has certain limitations, but you can overcome most of them. so, how to do this?
high equipment cost
• conduct a thorough cost-benefit analysis. consider the long-term savings from increased productivity.
• explore financing or leasing options.
• start with a minimum investment in machinery. gradually increase investment.
material limitations
• use coatings or surface treatments on reflective materials. this will enhance laser absorption and reduce reflection problems.
• optimize laser parameters to better suit material properties and thickness.
• combine laser welding with other welding methods such as mig or tig.
limited joint accessibility
• the use of robotic arms and automated systems will allow access to hard-to-reach joints.
• design custom jigs and fixtures.
• adopt multi-axis laser welding system
in addition, the gradual implementation of existing products, compatibility assessments and the launch of pilot projects can increase the efficiency of machines and significantly reduce limitations.
laser welding vs mig
project features | laser welding | MIG |
heat source | laser beam | arc |
platform accuracy | very high | middle |
heat affected zone | smallest | larger |
welding speed | high | moderate to low |
penetration | depth, usually one pass | great, may require multiple passes |
material compatibility | wide range including difficult to weld | a wide range of common metals |
splash | at least not even | produce splash |
equipment costs | high | reduce |
skill requirements | requires highly specialized training | medium, easy to learn |
joint accessibility | need line of sight | more flexible |
automation | automate with ease | not easy to automate |
safety | significant hazards of high-power lasers | precautions need to be taken, but usually safer |
laser welding vs tig
aspect | laser welding | tig welding |
precision and control | extremely high precision, ideal for complex and automated processes | manual control has high precision and is suitable for fine, high-quality welding |
heat affected zone (haz) | minimize heat affected zone, reduce thermal deformation and maintain material properties | minimizes heat affected zone, but not as good as laser welding |
speed | high-speed welding improves production efficiency | slower welding speeds reduce productivity |
multifunctional | works with a variety of materials including metals, plastics and exotic materials | very suitable for various metals, especially non-ferrous metals, but less adaptable to plastics |
skill requirements | requires specialized training and expertise | requires extensive skills and experience to achieve best results |
cost | high initial equipment costs | equipment costs are moderate and higher than some other methods |
app | ideal for high-precision, automated and high-volume production applications | best for high quality welding and manual control such as aerospace, automotive and artistic metalworking |
Further Reading

What is the price of plasma cutting machines?
plasma cutters are versatile tools that can be used in a variety of industries to cut metal quickly and accurately. the cost of a plasma cutter can vary greatly depending on a variety of factors including brand, quality, power output, additional features, and intended use.

Is laser -cut acrylic healthy hazard?
laser cutting acrylic is one of the latest developments in our technology, making the manufacturing process of acrylic sheets more efficient and providing unparalleled precision when engraving, engraving or shaping. this high-performance technology opens up a world of creative possibilities.

Laser -cut polycarbonate: Is it safe?
laser cutting technology makes cutting methods and precision more advanced than ever before. cutting is performed using a high-temperature concentrated laser beam. this technology is welcomed by almost every industry. the versatility of machines makes laser cutting more popular and better.

What is the price of rust removal laser?
laser rust removal is a modern laser cleaning machine that effectively removes rust and corrosion from metal surfaces using a high-intensity laser beam. it provides a very accurate and environmentally friendly solution compared to other methods. the price of a rust removal laser depends on its functionality and power, ranging from approximately $10,000 for entry-level systems to over $100,000 for high-power systems.

What is the speed and thickness of the fiber laser cutting metal?
in the early days of automated metal processing, business owners often tended to purchase a entry-level cnc plasma cutting table or waterjet cutter for rough cuts of thick metal, and a fine cnc plasma cutter for precise cuts of thin metal. with the demand for manufacturing safety and environmental protection in metal processing, yag and co2 laser cutting machines laser cutting machines


